学生姓名:张鹏飞
班 级:机械2018-01班
指导教师:马术文
毕设题目:复材钻头状态在线监测系统开发


一、概况
1.选题意义
碳纤维复合材料是以碳纤维为增强材料,树脂为基体二者经过一定的结合方式固化所形成。碳纤维一般是呈连续状态的长纤维,以单向、二维编织、三维编织的形式作为复合材料的主要承载体,碳纤维的机械性能是轻质量、高强度、高模量的关键。树脂将纤维粘接起来,进而保证其正常传递和分配载荷,并且使其免受环境影响,使 CFRP 最终可以固化成型,树脂决定了复合材料的强度、刚度、韧性等特性。
近些年来,研究人员尝试了激光加工、水射流加工、电火花加工等特种加工方式来对 CFRP 进行加工,虽然在一定程度上取得了进展,但是在加工中仍存在诸多的局限。在复合材料的加工方式中,钻削由于其工艺的成熟性、方便性以及成本低,仍然是切削中最为主要的一种方式,约占总切削加工量的 50%以上。
钻削加工是一个集转动和进给为一体的加工方式,切削刃任一点实际运动路径为螺旋运动。由于纤维角表示刀具切削方向与纤维之间的夹角,所以在多向铺层 CFRP 切削过程中由于纤维铺层方向不同导致任一时刻主切削刃上各点的纤维角并不相同,而纤维角的不同会造成切削过程中切削机理的不同,导致加工质量差异较大,在加工时易于出现分层、撕裂、毛刺等缺陷,如图1、图2所示,会严重影响到制孔的质量以及制孔的精度,使构件在稳定性及安全性上均存在较大的风险。
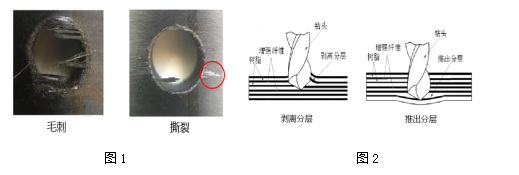
根据最新统计结果发现,飞机在最后组装过程中,由于钻孔的不合格而造成的构件报废占到了全部复合材料构件报废数量的 60%以上。由于碳纤维硬度较大难以切削,钻削过程又是半封闭的干切削方式,同时碳纤维复合材料中树脂的导热性较差,钻削过程中产生的切削热不能及时散发,造成刀具的温度迅速升高,以及切屑对于刀具的摩擦作用,都会加剧刀具磨损,缩短其使用寿命,而刀具的切削状态又对于 CFRP 钻削的质量有着重大的影响。因此通过对 CFRP 钻削刀具状态的监测,更好地实现对于制孔质量的把控,使其更好地在航空航天,汽车,智能机器人等高端制造领域推行,使相关产品在高端制造领域更具经济竞争力。
其次,在实际加工过程中如果刀具发生了磨损,可以分为两种情况,若磨损较轻,磨损量低于磨钝标准,刀具由于未能充分得到利用而造成浪费,增加刀具的制造成本;而若刀具磨损较严重,磨损量已经超过了刀具的磨钝标准,则会严重影响到工件的加工质量,甚至会对机床造成损坏。因此,对于钻削时刀具磨损状态的监测显得至关重要。
2.任务分解
第一部分 国内外技术调研及方案设计
第二部分 图像采集系统设计
第三部分 视觉检测系统硬件选型
第四部分 视觉检测算法开发及软件开发
第五部分 撰写论文
二、已完成工作
第一部分:国内外技术调研及方案设计
根据监测方式,监测刀具磨损状态的手段主要包括直接法和间接法。直接监测法是通过直接检测刀具表面状态来计算磨损量,而间接监测法是通过间接检测刀具磨破损时所产生的信号来判断刀具磨损状态。根据监测方法的实时性,监测刀具磨破损加工状态包括在线和离线两类检测方式。在线检测对刀具的磨破损状态信息实行动态监测,做出判断且给予解决方案;而离线检测则需停止机床工作或将刀具、工件拆卸,移至特定设备,效率降低、有效工时减少。
直接监测方式是指采用某种特定的手段对刀具的加工状态直接进行测量,常见的有射线监测法、电阻监测法、微结构镀层监测法和机器视觉图像监测法。机器视觉监测方法相对于其他三种方法,以非接触方式直接对刀具磨损区域进行采集图像,更直接反映刀具磨损信息,操作简捷、安全无污染,更符合现代化智能化制造的要求。
间接监测方法是通过间接测量某些与刀具磨破损状态有关系的参量来映射磨破损程度,比如切削力变大或减小,切削温度上升或下降,主轴功率或扭矩的改变,切削加工过程中刀具发出的声音,主轴振动的强弱以及工件的尺寸突变均可作为监测信号,但是监测这些信号只能得到刀具在加工过程中是否磨损或磨损的程度,不能获得刀具精确的磨损量化值。常见的间接监测方式包括电机电流监测、切削力监测、振动监测、热电压和声发射监测等。
实现对刀具加工状态的实时有效监测是推动智能制造业发展的有效途径。所以本题选择以机器视觉为基础的直接实时监测,需要建立刀具在线监测硬件系统,且配套完成软件开发,对相应图像数据进行处理计算,从而实现刀具状态在线监测。总体设计方案如图1所示:
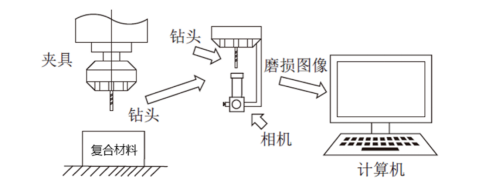
图1
第二部分:图像采集系统设计
设计一套基于工业相机的在位图像采集系统,当刀具钻削一定数量的孔之后,机床主轴移动到图像采集系统位置,刀具的切削刃部分刚好在相机的聚焦位置,完成图像拍摄并发送给客户端。主要有光源和工业相机的硬件选型,理论搭建完成,并绘制出简易三维模型如图2所示。
图2 图像采集系统
第三部分:视觉检测系统硬件选型
(1)CMOS相机
工业相机是机器视觉系统中的一个关键组件,其最本质的功能就是将光信号转变成有序的电信号。选择合适的相机也是机器视觉系统设计中的重要环节,相机的选择不仅直接决定所采集到的图像分辨率、图像质量等,同时也与整个系统的运行模式直接相关。
Basler acA2040-90um USB 3.0 相机配有 CMOSIS CMV4000 CMOS 感光芯片,每秒 90 帧图像,400万像素分辨率,相机外观图如图3所示。
图3 acA2040-90um相机
(2) 双远心镜头
远心镜头(Telecentric)主要是为纠正传统工业镜头视差而设计,它可以在一定的物距范围内,使得到的图像放大倍率不会变化,这对被测物不在同一物面上的情况是非常重要的应用。远心镜头由于其特有的平行光路设计一直为对镜头畸变要求很高的机器视觉应用场合所青睐,镜头图像如图4所示。

图4双远心镜头BT-2307
(3) 环形光源
高亮度LED光源,亮度可调、低温、均衡、无闪烁,无阴影,特有的内嵌式结构,减少光线干扰从而显著提高图像质量,广泛应用于工业显微、线路板照明、晶片及工件检测、视觉定位等系统中。环形光源如图5所示。

图5 环形光源
第四部分:视觉检测算法开发及软件开发
图像处理的算法流程图如图6所示:
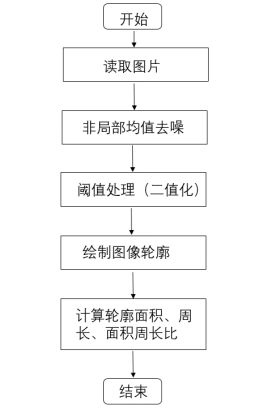
图6 算法流程图
在实际复杂制造场景下,首先须对采集的刀具图像进行预处理以增强图像质量,然后采用机器视觉技术对磨损区域进行提取,最后对刀具磨损量进行量化以确定刀具的磨损状态,实现刀具的磨损监测。在预处理阶段,图像去噪是预处理过程的关键步骤。
就图像去噪而言,在数字信号处理和出自图像处理的早期研究中,线性滤波器是噪声抑制处理的主要手段,如均值滤波、方框滤波、高斯滤波等。线性滤波算法对高斯型噪声有较好的滤波效果,而当信号频谱和噪声频谱混叠时或者当前信号中含有非叠加性噪音时,线性滤波器的处理结果就很难令人满意,非线性滤波利用原始图像与模板之间的一种逻辑关系得到结果,如中值滤波、双边滤波等。非线性滤波从某种程度上弥补了线性滤波方法的不足,由于它能够在滤除噪声的同时较好地保持图像信号的高频细节,从而得到广泛的应用。
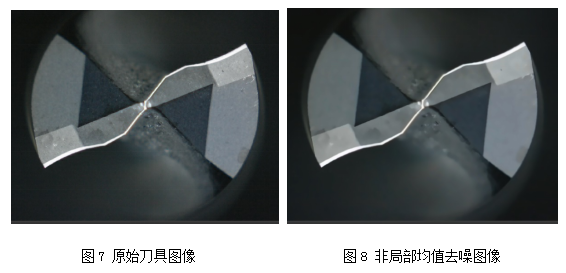
非线性滤波在一定程度上优于线性滤波,但是仍然存在一定的局限性,如中值滤波只对椒盐噪声有效、双边滤波在去噪时弱的纹理被滤掉了。非局部均值去噪(NL-means)是近年来提出的一项新型的去噪技术。该方法充分利用了图像中的冗余信息,在去噪的同时能最大程度地保持图像的细节特征。这对于提取刀具磨损边缘有着很大的帮助和提升。基于此,本文在图像去噪时选择非局部均值去噪(NL-means)。去噪效果见图7、图8。
图像预处理完成之后,采用自适应阈值算法对图像进行阈值分割,得到刀具的二值化图像。自适应阈值算法是利用图像局部阈值替换全局阈值进行图像计算的一种方法,具体针对光影变化过大的图片,或者范围内颜色差异不太明显的图片。自适应是指保证计算机能够通过判断和计算取得该图像区域的平均阈值进行迭代。它的思想不是计算全局图像的阈值,而是根据图像不同区域亮度分布,计算其局部阈值,所以对于图像不同区域,能够自适应计算不同的阈值,因此被称为自适应阈值法。阈值化图像其实就是对灰度图像进行二值化操作,根本原理是利用设定的阈值判断图像像素为0还是255,所以在图像二值化中阈值的设置很重要。
经过多次调试后发现,设定阈值为192时,能够较为清晰和完整地得到刀具切削刃部分,如图9所示。
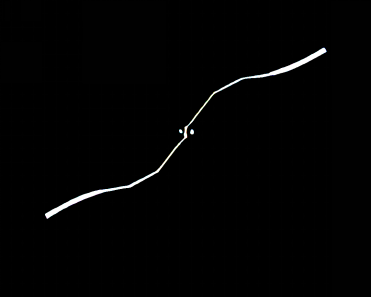
图9 自适应阈值处理图像
得到刀具的二值化图像之后,利用OpenCV库中的cv.findContours函数找到刀具切削刃的外形轮廓,之后使用cv.drawContours函数绘制其外形轮廓曲线,如图10所示。
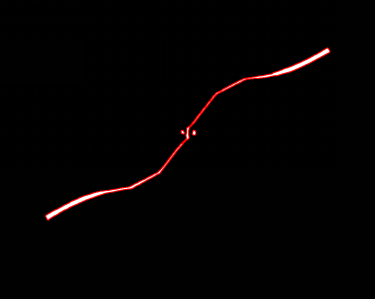
图10 切削刃外形轮廓绘制
绘制出切削刃的外形轮廓后可以计算其面积、周长。面积/周长这三个磨损量,如图11所示。
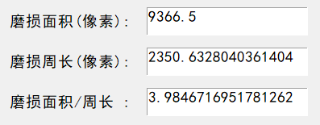
图11 磨损量
至此,视觉检测算法已经全部完成,后续为软件界面开发。
软件界面基于Python自带的GUI工具包tkinter进行设计开发。Python 的 GUI 库非常多,之所以选择 tkinter,一是最为简单,二是自带库,不需下载安装,随时使用,跨平台兼容性非常好,三则是从需求出发的,本文所涉及到的界面开发tkinter完全能够满足要求。
刀具磨损的监测系统进行设计与研发的主要功能有刀具原始图像的显示、刀具切削刃磨损图像的显示、三个磨损量(磨损面积、磨损周长、磨损面积/周长)数值的显示,当测量一把刀具时,在磨损量的整体曲线图中发现其有较大幅度的上升时,说明其达到了剧烈磨损的阶段,此时应该做出相应的换刀策略。复材刀具在线监测系统GUI界面设计如图12所示。为了使得能够更好的对于刀具磨损的监察,在此基础上添加三个磨损量的整体曲线图,如图13、14、15所示。
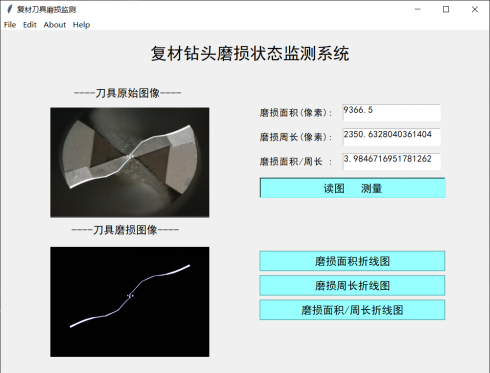
图12 复材钻头磨损状态检测系统GUI界面
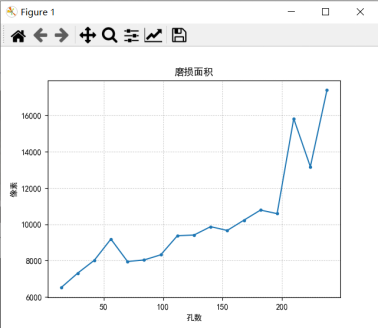
图13 磨损面积曲线图
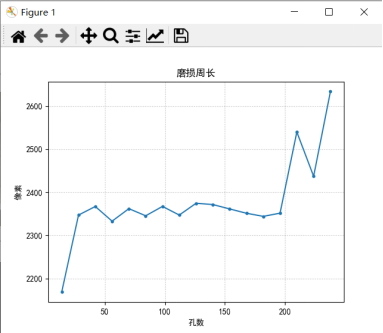
图14 磨损周长曲线图
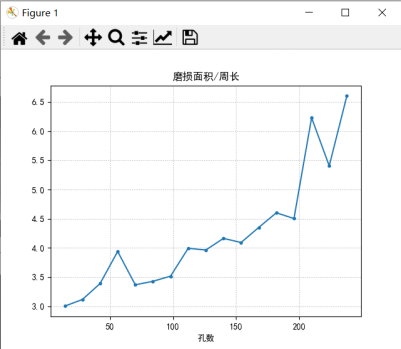
图15 磨损面积/周长曲线图
三、下一步工作计划
优化GUI界面设计,添加预警功能。
撰写毕业设计论文。

问题一:阈值分割时如何进行阈值的设定?
回答:对于给定的图片,阈值设定时需要不断进行调试得到设定阈值,此过程如果需要“智能化”,会涉及到深度学习和神经网络,较为复杂。
问题二:设定阈值之后如何很好的辨别切削刃已经被完全分割出来?
回答:阈值分割后所得到的二值化图像可以绘制出其外形轮廓,可与原图进行比较,吻合度很高时即可。
问题三:预警数值如何设定?
回答:本课题选取了三个磨损标定量,当其数值在整体曲线中急剧上升时,此数值即可设定为预警值。预警值的设定需要较多的实验得到经验总结,由于本课题只有一把刀具,设定数值后其通运性较差。

在没有做毕业设计以前觉得毕业设计只是对这几年来所学知识的单纯总结,但是通过这次做毕业设计发现自己的看法有点太片面。毕业设计不仅是对前面所学知识的一种检验,而且也是对自己能力的一种提高。通过这次毕业设计,我明白学习是一个长期积累的过程,在以后的工作、生活中都应该不断的学习,努力提高自己知识和综合素质。注重理论与实践的相结合。
上学期期末,我们开始毕业设计的选题,我所选的设计题目是《复材钻头状态在线监测系统开发》,在指导老师的指点下,寒假里通过各种渠道立刻着手于资料的搜集工作中。在我查找资料的过程中,让我对我所学过的知识有所巩固和提高,使我学到了新知识,增长了见识。
在寒假期间,自学Python软件,了解图像处理相关的算法以及GUI界面设计,从读取一张图片到后来的非局部均值去噪、阈值分割等高级操作,这其中的一个蜕变过程对于我来说获益匪浅,能够从需求出发,分析当前所遇到的问题,如何去解决问题,到付出实践行动,我觉得这正是毕业设计对于我们的锻炼和基本要求。
在整个算法研发和GUI界面设计过程中,需要考虑到整个流程的逻辑问题,可能只是一个语句先后出现的问题就会导致整个过程报错,有时甚至因为版本原因导致某个函数不能运行,整个过程必须仔细耐心,不能因为程序的报错崩溃让自己也奔溃,世上无难事,只怕有心人,遇到困难解决困难。我相信经过此次毕业设计,很好的锻炼了我的心态,以后对此类事物都将不会有畏难心理。
我的毕业设计在此基本完成,接下来撰写毕业论文,我相信撰写论文对于自己的写作和表达能力又会有一个新的提升,一个优秀的工科生不仅要能够做得出东西,更要能够将它完美清晰的表达出来。

